线弧增材制造(WAAM)是一种具有高沉积速率的增材制造技术。WAAM通常采用分层构建策略。这就需要知道每个沉积层的高度,以确定每层之后z轴的移动高度。目前的磁珠几何模型(BGM)会导致变化,这些变化会逐渐累积在各个层上。本文研究了一种基于WAAM的短路金属气弧焊过程中保持接触管工作距离的闭环控制系统。该算法根据短路时的电阻计算CTWD。将闭环控制策略与开环控制策略进行比较,开环控制策略在每一层之后沿预定义的高度步长移动。采用所提出的控制策略,WAAM成为一个完全自动化的过程,而无需进行初步实验来确定高度步长。只有一个短的校准斜率是必要的一个完整的闭环添加剂积累。为了研究控制策略对工件能量输入、机械强度、显微硬度、孔隙率和显微组织的影响。结果表明,开环沉积构件的CTWD增长缓慢。由于采用了新颖的控制方法,闭环控制可以防止这种情况发生,同时保持机械强度和显微硬度不变。
线弧增材制造(Wire-and-arc-additive-manufacturing, WAAM)是一种增材制造技术,非常适合制造中低复杂度的中大型零件[1]。WAAM可以使用多种材料,同时保持传统制造部件的性能[2]。对于钢,WAAM的沉积速率通常为4 ~ 9kg /h[3]。为了保证较高的沉积速率,可以采用层间冷却[4]。大多数WAAM工件采用气-金属电弧焊(GMAW)制造[5]。WAAM主要采用分层构建策略。这意味着工件被切割成不同的层。在层与层之间,火炬必须被层的高度抬高。在构建工件之前,必须通过经验研究确定层高度[6]。所确定的层高度始终仅对工艺参数的一个组合有效,例如送丝、气体流量、行进速度、电压和层间停留时间。
目前,WAAM的工艺参数规划采用了焊头几何模型(BGM)。由于工件形状在加工过程中发生了变化,通过工件的热传导也发生了变化。因此,层间温度通过累积发生偏差。这通常导致改变层的形状和更深的渗透过程中。工件内悬垂结构的倾斜度会影响焊头高度[7]。此外,焊头高度对电弧电流和电压以及基板形状畸变敏感[8]。据报道,bgm的运行错误率为5-10%[6]。由于WAAM通过重叠层来工作,因此该错误会在构建方向上累积。这个错误可能导致两个问题。如果层高确定得太大,喷嘴到顶面距离(NTSD)就会变得太大,导致保护气体覆盖不足。如果层高定得太小,焊接过程中会产生很多飞溅。在最坏的情况下,焊枪和工件会发生碰撞[8,9]。
为了确保不发生工件碰撞或保护气体覆盖不足,闭环控制是有益的。此外,接触管工作距离(CTWD)的闭环控制可以消除对bgm的需要,节省了用于前期研究的时间和资源。闭环控制可以通过使用外部传感器来完成,就像在[8,10]中使用电荷耦合器件(CCD)相机一样。然而,由于外部传感器增加了所需的空间,增加了火炬系统的移动质量,增加了成本,并且可能增加了构建时间,因此使用过程信号作为传感器是一种更便宜,更快,更轻的解决方案。此外,外部传感器通过指向与电线不同轴的特定点来限制构建方向。90°转弯将导致感测点不再指向工件。以往的研究表明,短路电阻与CTWD之间存在显著的相关性[11]。因此,在GMAW-WAAM中首次使用短路电阻来控制CTWD。
研究了控制策略对机械强度的影响。工件中的孔隙率也会影响其力学性能[12]。当CTWD过高时,它会急剧增加。显微硬度是受CTWD影响的另一个因素。Henckell等人的研究显示了CTWD与硬度之间的关系[13]。研究表明,ctwd越高,硬度越高[13]。
文献中描述了几种控制WAAM的尝试。在[14]中,作者通过改变笛卡尔可动工件的移动速度来控制层宽。采用计算机图像处理技术,利用CCD相机测量层宽。作者认为该过程是一个多变量的非线性过程,其中存在干扰。因此,PID算法不适用。相反,它们使用一个单神经元控制器。单神经元控制器根据s形函数调整输出。该函数使用学习算法来调整其形状。该系统在5秒内响应层宽度的阶跃变化。大多数目标焊缝宽度可以在小于0.5 mm的最大绝对误差下实现[14]。为了保持相机指向正确的位置,每次移动方向改变时,相机必须重新定向。这使得系统易受火炬运动方向变化的影响。一个与工艺线同轴工作的系统可以解决这个问题。
Xu等人使用数字光处理系统来测量机器人WAAM中工件的三维几何形状。采集到的数据用于调整火炬的速度。所评估的工件由具有两个斜面的薄壁组成。调整移动速度,使18层后10 mm的高差均匀[15]。数字光处理在沉积一层后对工件进行扫描。这意味着对行进速度的调整只能在下一层中实现。在焊接过程中在线检测工件几何形状的传感器系统是有益的。
etinec等人选择用电弧电流来计算CTWD。在基于计算机数控(CNC)的WAAM机床上,每层后对CTWD进行校正。如果期望的工件高度偏离实际高度超过3.5毫米,则重新规划以下层。通过对每层后的CTWD进行校正,重新规划工艺,工件的精度可以从总高度偏差6.8提高到0.1%[9]。利用工艺电流,可以同轴检测焊枪位置。然而,使用短路电阻是一种更准确的感应CTWD的方法。
在步进电机驱动的WAAM机上实现了沉积高度的控制[8]。因此,Xiong等人使用带窄带滤波器的CCD相机和图像处理技术来获取NTSD。NTSD通过自适应控制器来控制送丝速度。控制器根据系统辨识调整其参数。这将导致更平滑的NTSD分布。该系统能够将NTSD控制在±0.5 mm的范围内[8]。即使系统在给定的情况下工作,在不同的工件几何上使用这种方法可能导致相机和工件之间的碰撞。
Reisgen等人也使用CCD相机来控制基于cnc的WAAM机器上的沉积过程。相机检测线的突出,并处理工件的高程图。测试了两种不同的控制策略,一种控制CTWD,另一种控制送丝速度。当使用这两种控制策略时,总高度误差可以从25%降低到7%[10]。控制送丝方式可以实现较小的高度误差,但CCD相机是一种容易受到干扰的测量设备,并且依赖于构建方向。
Radel等人用CCD相机控制骨架机器人WAAM过程的另一种尝试。作者使用模糊滤波和精细滤波来形成最后焊缝的轮廓。摄像机可以在10mm × 15mm的窗口内感知NTSD[16]。该系统可以很好地用于骨架工件,但在构建多头工件时,会遇到与其他基于相机的系统相同的问题。
[6]在机器人WAAM系统中实现了模糊逻辑控制系统。作者使用三角光传感器来测量每层后工件的高度。目的是根据前一层的下一层球的高度来调整行进速度。该控制策略适用于15层的工件,每层4个珠。总高度误差为0.14 mm[6]。三角光传感器在每沉积一层后都需要一个扫描时间,这可能会增加构建时间。
Mu等人也使用三角光传感器来检测前一个焊头的几何特征。在此基础上,确定了机器人的送丝速度和行走速度参数。下面焊缝的几何形状是用一个自训练模型来预测的。各层高度差从未控制情况下的2mm减小到控制情况下的0.5 mm[17]。在这种情况下,三角光传感器在沉积一层后工作,这可能会增加构建时间。
大多数其他工作使用外部传感器,其工作与工艺线非同轴。这使得它们依赖于火炬的传播方向。此外,这些传感器容易因阴影而失效。因此,使用与沉积同轴工作的传感器是有益的。此外,仅在焊接停止时才能工作的传感器可能会增加构建时间。在沉积过程中,只能同轴检测到电过程信号。根据之前的工作[11],可以根据过程信号来解释接触管到工作距离(CTWD)。在[11]中,对斜坡进行了焊接,并从过程信号中提取了特征特征。观察到,短路时的电阻与CTWD的相关性最高。在这项工作中,短路电阻被用作控制方案的输入。制造了一个闭环控制的工件,并与传统的组装策略制造的工件进行了比较。比较了单位长度能、机械强度、孔隙率、显微硬度和微观结构。
电力由EWM Titan XQ 400脉冲(EWM AG, m
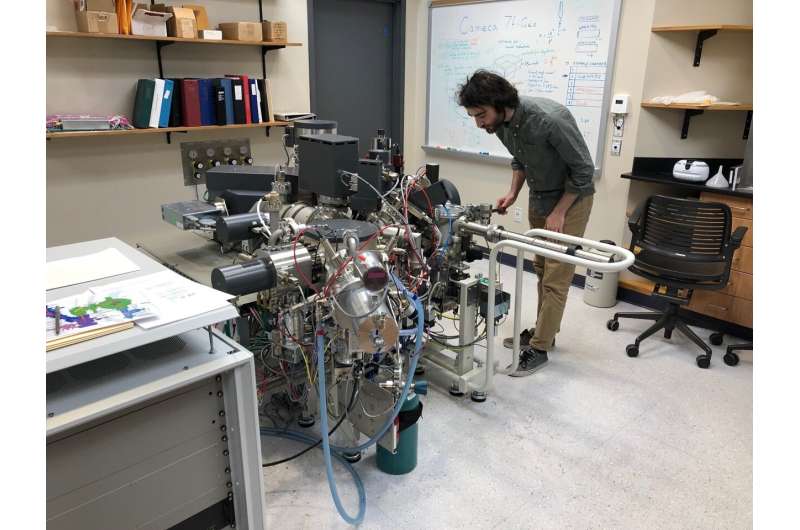
undersbach, Germany)焊接电源提供。送丝速度设定为5.5 m/min。电源根据送丝速度调整其电流和电压输出。为了降低热量输入,我们选择了电源作业coldArc。该作业的电压和电流周期如图1所示。电线直径为0.8 mm,符合EN ISO 14341-A (2011) G42 4M21 3Si1的规格。焊枪采用Abicor Binzel ROBO WH 500 (Alexander Binzel schweissteechnik GmbH & Co. KG, Buseck, Germany)。测量了焊枪和工件之间的电压。使用电阻比为1:5的分压器将其带入I/ o控制器(NI USB-6361 (NI, Austin, USA))的测量范围。电流测量使用Chauvin Arnoux PAC22 (Chauvin Arnoux, Paris, France)电流测量钳。实验设置如图2所示。所有焊接相关参数列于表1。
图1
冷同步过程的电压、电流、功率趋势;烧弧阶段为红色,短路阶段为绿色
图2
实验装置与工件夹紧
表1焊接参数
驱动系统有四个步进电机。两个电机驱动x轴,一个驱动y轴,另一个驱动z轴。马达由数控系统控制。
两个组件在S355钢基体上构建,尺寸为300 mm × 80 mm × 10 mm。将基板夹在虎钳中,如图2所示。样品是通过在280毫米的长度上来回移动火炬来制造的。这就形成了一个壁形组件。目标高度为90mm。这些层是双向沉积的,因为每层后弧的起始点和停止点是切换的。沉积一层后,保持60 s的层间空闲时间。为了减轻启动效应,在过程启动后,火炬在起始点保持静止0.5 s。同样,当到达每一层的终点时,在关闭电弧之前,火炬保持静止0.5 s。
开环控制元件是通过在每层后沿预定距离提高z轴来制造的。在闭环控制中,外部控制器驱动z轴。在开环控制中,形状以预定义的高度步长切割成给定数量的层。在闭环控制中,控制器被编程为一旦达到目标高度就停止焊接过程。
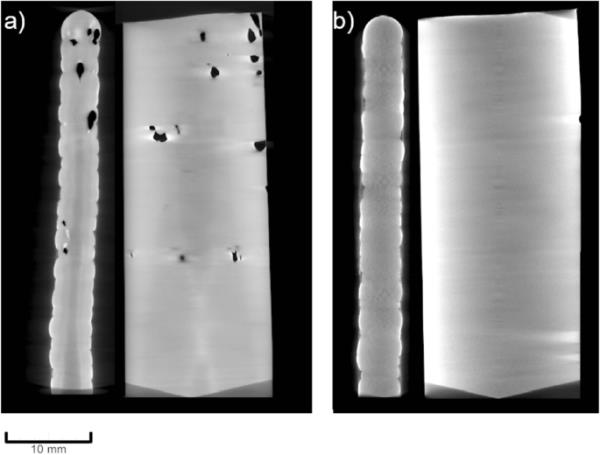
组件建成后,产生的宽度和高度使用卡尺测量。为了研究控制回路对加工工件质量的影响,采用水射流切割和金刚石湿式切割对零件进行切割,如图3所示。显微结构试样经埋置、纵向研磨、抛光、硝酸蚀刻。显微结构采用Olympus BX53光学显微镜(Olympus k.k., Tokyo, Japan)捕获。然后使用数字图像分析确定颗粒尺寸。显微硬度试样采用金刚石湿法切割。显微硬度按照DIN EN ISO 6507-1的要求,使用QATM Qness Q10 a +型硬度计(ATM Qness GmbH, Mammelzen, Germany)沿着建立方向用HV1进行测试。拉伸试样经水射流切割、铣削,厚度为3mm。拉伸试样的几何形状基于DIN 50125 e型。显微硬度试样的上部使用蔡司Xradia 520 Versa(卡尔蔡司显微镜有限公司,耶拿,德国)进行x射线扫描。在不同高度切割试件,研究高度对抗拉强度的影响。然后使用ZwickRoell Z100 (ZwickRoell GmbH & Co. KG, Ulm, Germany)单轴拉伸试验机对试样进行测试。
图3
带样品制备的壁形组件
开环控制策略需要在每层之后采取恒定高度的步长来向前移动。通过连续焊接5层来确定高度步长,高度步长为1.2 mm,层间空闲时间为60 s。5层的高度为10 mm。这意味着这些层的平均层高为2毫米。因此,高度步长设置为2mm。设计了一个高度为90mm的工件。这导致了40个额外的层,然后在现有的5层之上制造。
首先,必须获得一个与CTWD相关的值。[11]的工作表明,短路气-金属电弧焊(GMAW-S)的CTWD与短路时的电阻相关。为了将这种检测方法应用到节能冷同步过程中,需要确定一个阈值电压,将信号划分为短路相位和电弧相位。这是通过在焊接60毫米长度时将CTWD从5提高到30毫米来完成的。同时记录电压和电流,测量频率为50,000 Hz。选取电弧电压与短路电压之间出现次数最少的电压值作为阈值。在本例中,11v的阈值电压值定义了短路。电压发生的密度以及阈值电压如图4所示。
图4
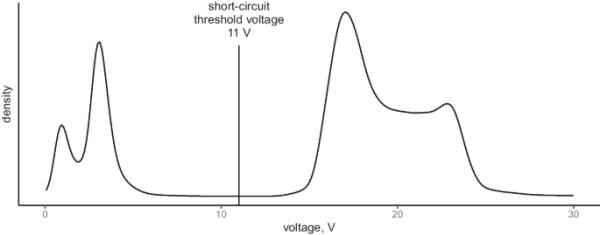
核密度估计的焊接电压用于定义阈值电压
由于冷darc过程的短路持续时间比GMAW-S短,因此必须适应短路检测的最小持续时间。最小短路持续时间至少为0.75 ms。
然后将这些值输入到一个比例元件中,该元件根据保持CTWD恒定所需的测量电阻计算出提高火炬的距离。为了减少变化,采用滑动窗口长度为30的移动平均滤波器对电阻值进行平滑处理。然后将结果值拟合到线性函数中,其中Rsc是短路电阻(Eq. 1),使用最小二乘法。计算的短路电阻与测量的短路电阻(Rsc)对CTWD的比较如图5所示。
(1)式。
图5
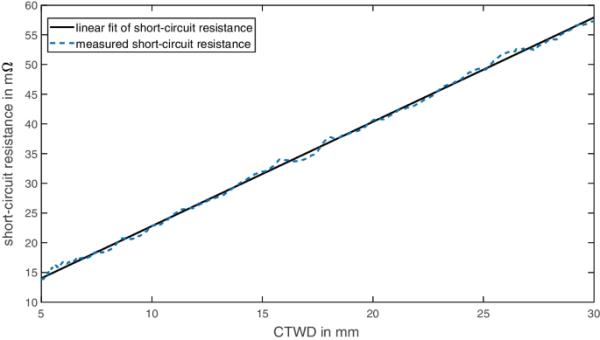
期望短路电阻与实测短路电阻的比较
该方法的CTWD测定标准偏差为±0.62 mm。随后,将距离转换为步进电机需要行进的步数,以补偿偏差。为了防止控制器由于干扰而把火炬举得太高,每个周期的最大步数被设置为800步。
设置I/ o控制器的采样率为50,000 Hz。为了平均多个短路事件,在执行z轴校正步骤时记录850 ms的电压和电流数据。然后,对记录的数据进行分析和处理,以确定平均短路电阻。17.5 mm的CTWD的已知短路电阻与测量电阻进行了比较。比例控制器(在图6中标记为“P”)使用所得差分和Eq. 1的系数作为增益值来计算补偿所需的步数。为了防止由于误检测短路电阻而导致轴超调,饱和元件被编程为允许每个周期最大轴运动3mm。一旦计算出步数,方波信号以2667 Hz的频率产生。这导致了10毫米/秒的行进速度。在方波信号输出过程中,再次记录电压和电流数据。由于处理需要一些时间,因此控制回路的最终刷新率为0.8 Hz。控制回路如图6所示。
图6
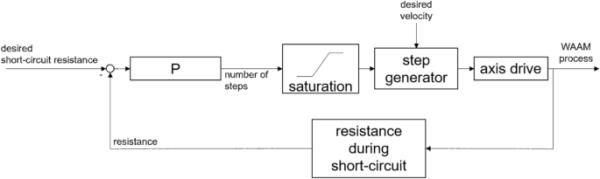
z轴的控制回路
除轴驱动外,整个控制回路在MATLAB环境下的计算机上运行。产生用于步进电机的方波信号,并通过I/ o控制器的模拟输出传递给步进放大器(图7)。此外,方向信号通过数字输出传递给步进放大器。步进放大器产生足够强大的电信号来移动步进电机。该信号流如图7所示。
图7
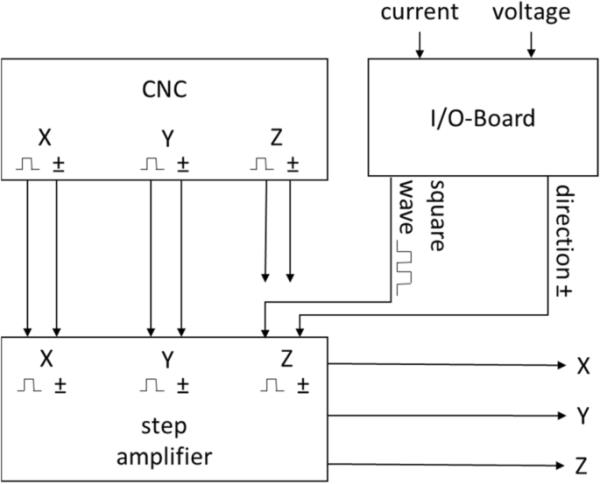
电气连接示意图
摘要
1 介绍
2 工艺有限公司
在WAAM中控制
3.材料与方法
4 结果
5 讨论
6 总结与展望
数据、材料和/或代码的可用性
参考文献
致谢
作者信息
道德声明
搜索
导航
#####
由于热输入,两个组件都显示出轻微的变形。两面墙的宽度为5.8毫米。开环构件在上层的横截面显示出略窄的层宽,而闭环控制壁则显示出更均匀的横截面。壁面及其截面如图8所示。闭环控制部分的总构建时间为99分27秒,而开环控制部分的构建时间仅为87分45秒。纯焊时间开环元件为42 min 45 s,闭环元件为48 min 27 s。开环控制元件有45层,闭环控制元件有51层。采用开环控制策略,元件中间高度达到84.1 mm。由于组件由45层组成,平均层高为1.87 mm。测定的层高为2mm(见3.2)。采用闭环控制策略后,构件中间高度为86.3 mm。这些度量列在表2中。
图8
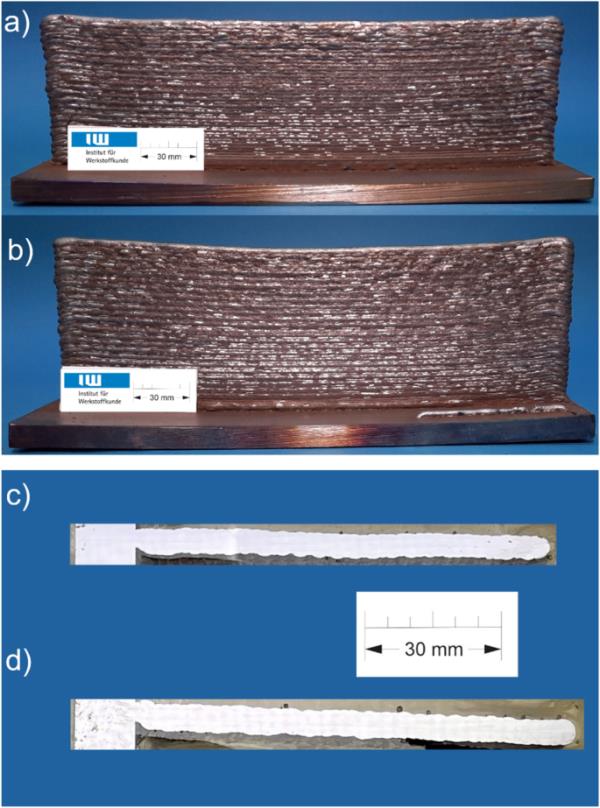
所制造的墙体变形稍有不同可见:a开环控制,b闭环控制,c开环控制构件截面,d闭环控制构件截面
表2不同部件的加工时间和几何形状
z轴的运动总体上有所增加。然而,它并没有显示出线性或逐步增长。z轴运动开始是一个交替的下降和上升,然后是一个不断上升的u型函数,如图9所示。
图9
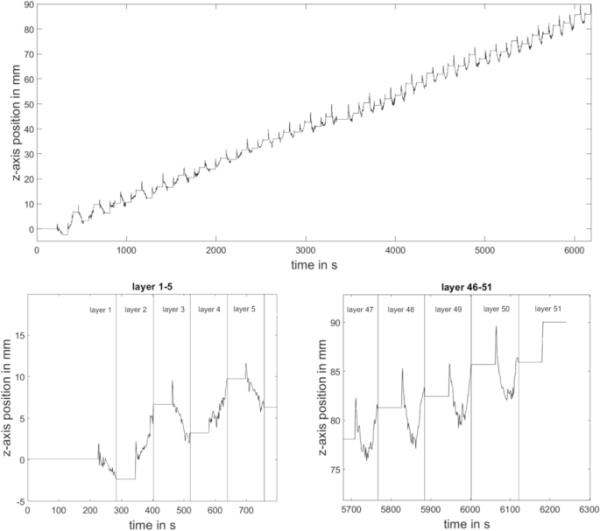
闭环制造时z轴位置,1-5层为交替z轴位置,46-51层为u型z轴运动
第一层显示出明显的轴位置递减,随后是明显的轴位置递增。值得注意的是,特别是第一层显示出轴位置的交替趋势行为。后来,在制造过程中,这些增加和减少的趋势导致了一个u型。
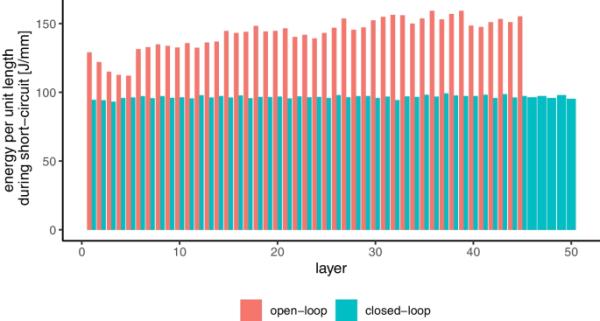
对焊接电压和电流数据进行了采集和评价。为了评估输入材料的能量,计算每层单位长度的能量。其计算方法如式2所示,其中U为电压,I为电流,v为行进速度。各层及控制策略的单位长度能量如图10所示。
(2)式。
图10
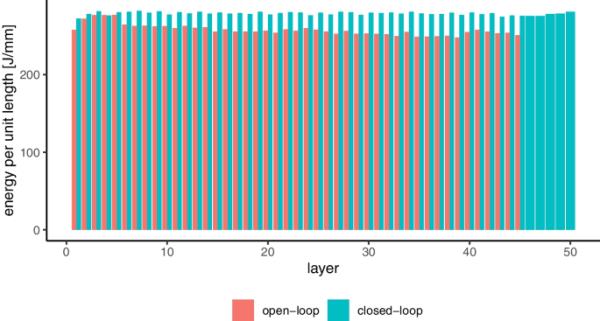
两个控制回路单位长度的能量;开环控制元件从第5层开始单位长度能量递减
由于点火和电弧的结束会引起电气测量的误导,因此不考虑测量的前5秒和后5秒。在开环制造过程中,前五层的单位长度能量增加,这五层是用1.2 mm的高度步长焊接的,以确定正确的高度步长。其余层单位长度能量继续缓慢下降。在制造闭环控制元件的过程中,每层的单位长度能量较高。它在272 ~ 282 J/mm之间变化。
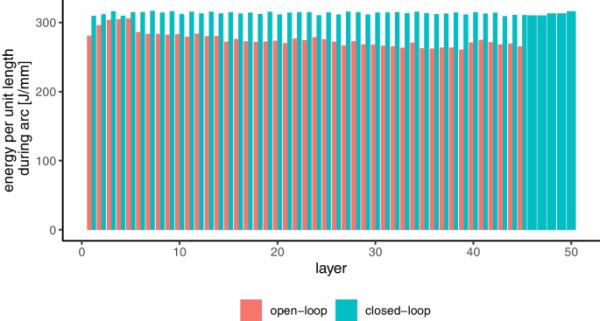
采用11 V的阈值电压和0.75 ms的最小短路时间将电信号分为电弧和短路。在图11中,可以观察到在连续的前五层能量输入增加,然后稳定下降。从图12可以观察到,在开环控制元件的情况下,短路时单位长度的能量在前五层减少,在其余层增加。
图11
弧内单位长度能量;单位长度开环能量从第5层开始呈下降趋势
图12
短路时单位长度的能量;单位长度开环能量从第5层开始呈增加趋势
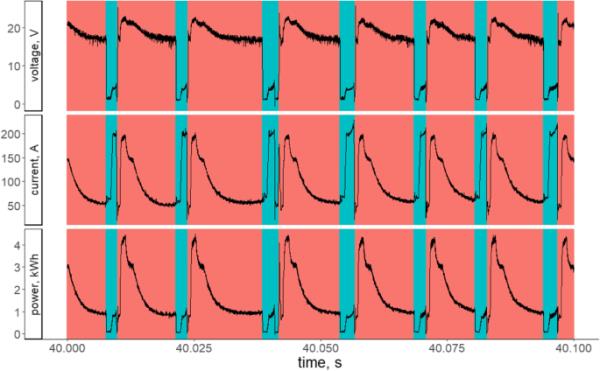
用x射线显微镜对显微硬度试样的顶部进行分析。顶部45mm的孔隙如图13所示。对硬度试样孔隙率的观察表明,开环控制条件下存在平均孔径为300.61 μm3的孔隙。试样以闭环方式构建,未发现任何大于0.48 μm3的孔隙。
图13
开环工件的x射线图像显示气孔;b闭环工件的x射线图像显示无孔
试件的屈服强度范围为390 ~ 417 MPa(见图14)。屈服强度与工件位置的关系不能确定。开环控制构件最高的试件抗拉强度最低。这是由于试样中有大量的孔隙。大量的孔隙降低了施加载荷的截面,从而导致早期破坏。无孔试样的抗拉强度为488 ~ 520 MPa,断裂伸长率为17.5% ~ 19.7%。
图14
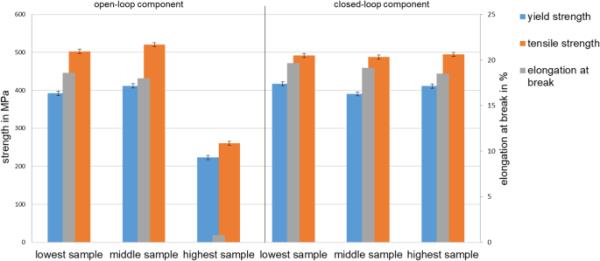
不同高度构件的屈服应力和拉应力;误差条表示测试设备的测量精度
在衬底的前几层和热影响区,观察到硬度高于组件的其余部分。硬度在构件的中间保持恒定。在构件的末端,由于缺乏退火效果和更快的冷却速度,硬度再次增加。闭环控制元件的平均硬度比开环控制元件的硬度低11 HV。构件显微硬度沿沉积方向的演变如图15所示。
图15
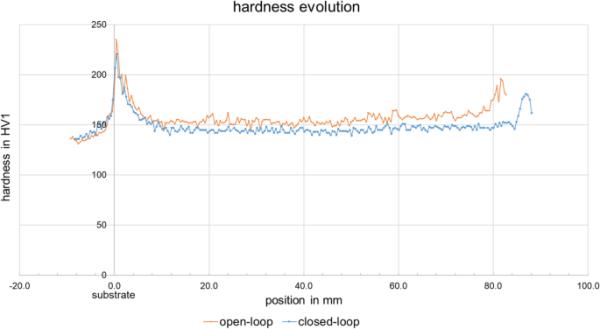
两种成分的硬度变化
纵向研磨试样的显微组织以铁素体为主,珍珠岩较少。在这些图像中都看不到缺乏融合或气孔。显微组织的代表性图像如图16所示。
图16
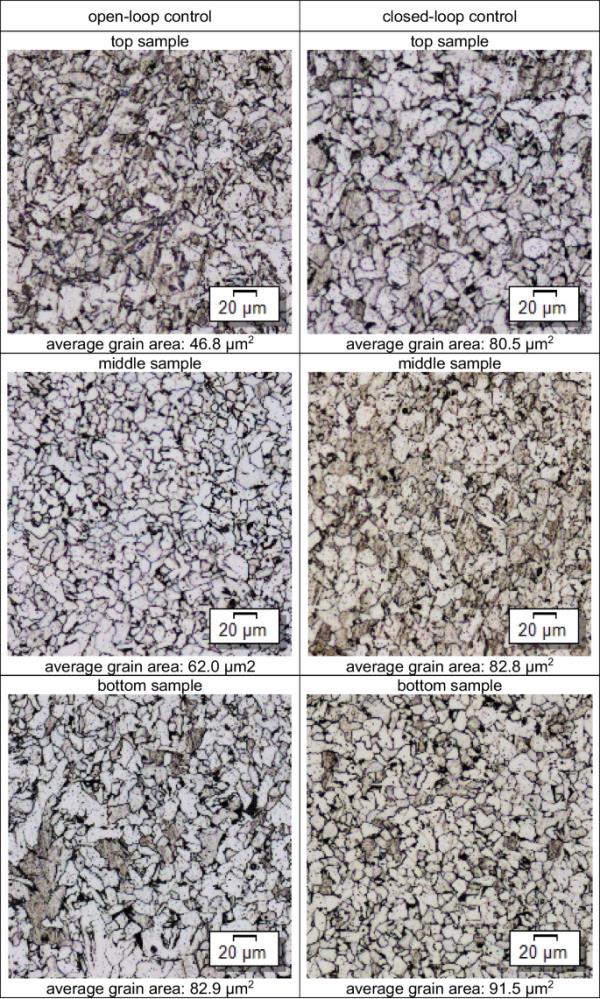
微观结构图样
采用100 μm × 5500 μm显微镜对试样进行粒度分析,如图3所示。显微镜图像包括几个人造层;通过在z方向上使用如此大的面积,可以排除在焊接典型的粗晶区域内测量晶粒尺寸。然而,由于层高度不同,测量偏差可能发生,这可能导致光学显微镜图像中捕获的层数不同。利用形态学图像滤波器对图像的粒度进行分析。闭环加工工件上的晶粒尺寸在80.5 ~ 91.5 μm2之间。开环控制试样的晶粒尺寸有一定的变化趋势。晶粒尺寸向顶部逐渐减小。
开环元件层高与实际高度差0.13 mm。这种偏差是由用于确定高度步长的第一层的不同热通量引起的。第一层中的热量可以很容易地传导到基板中。因此,第一层变得更高。这种效应对高度阶跃的确定有偏倚[18]。实际层高度与行进高度阶跃之间的差异可能导致ctwd升高和有效保护气体条件降低[8]。
在每一层中,轴的运动都呈现出上升和下降的特征趋势。这不能由电压测量钳的距离变化引起。假设电流密度均匀分布在工件的整个横截面上,且工件和导线的电阻率相等,则由于工件的面积比导线的导电面积大12,800倍,因此不可能由工件电阻引起u形。这意味着距离测量钳12800毫米的距离会导致误读CTWD误差1毫米。为了进一步研究这种差异,50毫米长的轨道被焊接到一个新的钢板上,其尺寸在3.1节中给出。两条轨道都是焊接的,轨道之间的距离为255毫米。测量的两个珠子的CTWD在测量精度的±1mm内。当工件预热到75°C时也是如此。因此,很明显,工件电阻对CTWD检测没有重大影响。即使工件温度升高,电阻增大,解释的CTWD值也没有偏差。
然而,上升和下降的交替行为表明,工件并没有完全对准火炬。从图9中可以看出,起点和终点之间有2-3毫米的差异。这可以用0.5°的倾斜来解释。后来转变为u形轴运动是由于热变形,边缘升高,导致开始点和停止点作为中间部分更高。这可以从图8b中观察到。u形的另一个原因是弧开始时导线电阻较低。导线的导电部分在工艺开始时较冷,因为它能够在层间空闲时间冷却下来。此外,电源的弧启动顺序提供了较低的能量每单位长度。冷导线的电阻率低于热导线[19]。较低的导线电阻导致CTWD被误解为过低,从而使z轴向上移动。
在闭环控制制造中,控制器被编程为在轴移动90mm并且层完成时停止制造。由于工件在起始点和停止点具有几何高程,并且这些点的高度为88.6 mm,因此先前讨论的测量变化导致轴运动,从而停止制造。然而,闭环控制策略可以提高高度精度。
此外,在制造开环元件的过程中,能量输入减少。能量输入应尽可能低,因为能量输入会导致变形、残余应力和粗柱状晶粒[20,21]。减少是由于CTWD的增加,导致导线延长。导线起到电阻的作用,限制电流的流动,特别是在电弧期间。在[22]和[13]中也观察到较高ctwd下单位长度能量较低。在前5层,单位长度能量增加,前5层的高度步长确定为1.2 mm。在前五层,CTWD随层数的增加而减小。此外,还进一步证明了随着CTWD的增大,短路过程中单位长度能量的增加。为了重新点燃电弧并在电极的尖端形成液滴,EWM冷弧加工过程需要向导线尖端提供足够的电流。由于导线起到电阻的作用,较长的电极延伸需要较大的电流来熔化导线尖端。
焊接构件中的气孔可能是由于缺乏保护气体造成的[23]。这可能是高度阶梯的结果。当火炬在高度方向上逐渐移动2mm时,工件平均仅上升1.87 mm。这导致CTWD平均每层增加0.13 mm。由于每一层的高度可能不同,因此不能说明每一层的CTWD增加的确切情况。45层累积误差为5.9 mm。由于孔隙度从53.6 mm开始,平均层高为1.87 mm,因此第一层为多孔层,层号为28。在第28层,CTWD应约为21.1 mm。由于这些CTWD不太可能已经导致气体屏蔽问题,因此部分堵塞的气体喷嘴也一定是问题的一部分。
这两种成分的硬度演变是WAAM组件的典型特征,Henckell等人也证明了这一点[13]。这可能是由于较低的ctwd导致较高的能量输入工件造成的。这导致更低的冷却速率和更大的晶粒尺寸(比较第4.6节)。根据Hall-Petch关系,晶粒越大,硬度越低。
开环元件的晶粒尺寸差异较大是由于单位长度能量较低,热量输入较低所致。这导致了更快的冷却速度,允许更小的颗粒。在[13]中也观察到,当能量输入较低、ctwd较高时,样品的晶粒尺寸较小。
测得的抗拉强度值在文献[24,25]报道的范围内。实验结果表明,该闭环控制策略能够获得与常规方法相同的机械性能。
与Radel, Reisgen或Li的工作不同,WAAM过程控制可以在没有光学传感器的情况下工作[6,10,16],光学传感器容易因焊接火花和烟雾而失效。此外,它们限制了构建方向或火炬运动,或延长构建持续时间。
etinec等使用电弧存在期间的电流作为参数来确定NTSD。这个信号被工件的斜率或阶跃高度扭曲。斜坡或台阶会在第一时刻导致弧长增加,从而产生更高的电压。根据电源的恒压特性,电流会增大,导致ntsd检测错误。作者使用指数移动平均滤波算法来解决这个问题。etinec等人的作品展示了一个控制回路,其中包括切割,这可能有利于具有更复杂形状的工件,例如具有悬垂零件的工件[9]。
该短路电阻非常适合于CTWD的控制。根据采集的数据可以看出,CTWD在整个制造过程中是恒定的。此外,控制回路对工件温度或工件高度的变化具有鲁棒性。此外,控制回路能够保持单位长度的能量恒定。
实验表明,基于测量的短路电阻,通过连续监测和校正CTWD来建立元件是可能的。虽然其他传感器可能限制构建方向,但使用过程信号作为控制器的反馈并不限制构建方向。该方法可提高工件高度精度。此外,闭环CTWD控制策略可以防止火炬和工件之间的碰撞,并允许在重叠的情况下识别几何扰动。控制回路对工件的力学性能影响不大。
CTWD监测的另一个优点是即使在凸表面上也允许修补焊接。这是特别明显的,由于缺乏直线在底板。控制回路能够补偿这些高度差异。此外,控制回路设法保持CTWD恒定,即使在工件扭曲。
闭环控制策略导致能量输入略高。这是由于ctwd总体较低造成的。然而,所有层的能量输入可以通过闭环构建策略保持恒定。恒定的能量输入使晶粒尺寸均匀。开环组分中ctwd的增加导致组分顶部的晶粒尺寸减小。利用所提出的控制策略,新的构建策略成为可能,例如在连续运动中构建工件,而不是逐层构建。对于管状部件,这将导致螺旋运动。今天的切片方法可以被新的自适应切片方法所取代,这种方法可以对实际的工件形状做出反应。
下载原文档:https://link.springer.com/content/pdf/10.1007/s00170-023-12012-w.pdf